3D Printing
Tips
 |
There are several basic steps to 3D
printing, including the transfer of a model file to the machine through
proprietary software, running the machine, curing and cleaning the model (or
vice versa) and then removing the supports. Beyond that, there are other
discrete and sometimes no-so-obvious tips and bits of advice that are good to
keep in mind. Here are a few of them, not in any particular
order:
Cleaning
Familiarize yourself with the specific
cleaning requirements of the material you are using, sometimes they are
extremely specific for a reason. In some cases the models cannot be soaked in
cleaning solutions or solvents, only rinsed. Soaking may cause warpage and
other model distortion. Or, if soaking is really necessary, there may be a
maximum time limit on the soak, beyond which the material might still be
damaged. Thoroughly reading and understanding all documentation about the
materials you use will be important to building good looking
models.
|
| |
 |
| |
Materials
For building these
ship files into physical models, you will usually want to use material –
probably a resin – that has good strength and stiffness ratings (usually
listed as tensile strength and tensile modulus) and a moderate Elongation at
Break value. If the Elongation at Break value is too low, you may notice that
fragile elements break off easily when removing supports. If the Elongation at
Break value is too high, you may experience unwanted model distortion. WTJ
ships use as little plastic as possible in order to reduce overall warpage and
save you money on printing costs, this does mean that using the right material
for the build is key to a good model.
Here are some more detailed
examples; The DLP models made very affordably for several years at WTJ were
made with 3DS Tough-Gry 15. This material has a Tensile Strength of 7020 PSI, a
Tensile Modulus of 307 KSI, an Elongation at Break of 35% and a Shore Hardness
of 82D. These are good numbers that give the model excellent durability and
stability, while allowing removal of supports from under gun barrels without
excessive risk of snapping them off, although care still needs to be taken. If
you snip off gun barrels instead of carefully slicing them with a sharp blade,
the shock of the snipping action on such a small diameter can still overload
relatively tough material at any stress riser points; like the place where gun
barrels step-up in diameter. This is why if you snap a barrel, it often snaps
at that point where it steps-up in diameter or where it joins the turret
face.
The Print models also made at WTJ for many years had a Tensile
Strength of 6100 PSI, a Tensile Modulus of 212 KSI, and an Elongation at Break
of 7%. So while the print models had good general toughness via their tensile
strength, users did notice more of a tendency to snap barrels in casual
handling, and that would have mostly been due to the low Elongation at Break
value.
|
| |
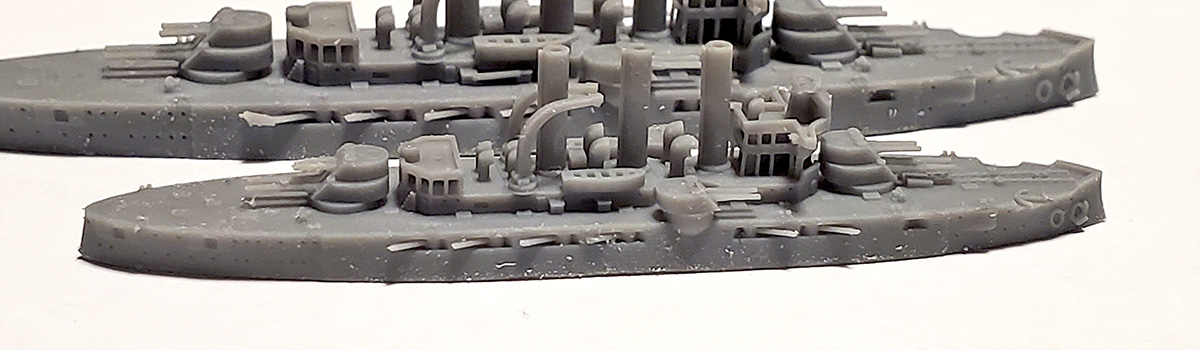 |
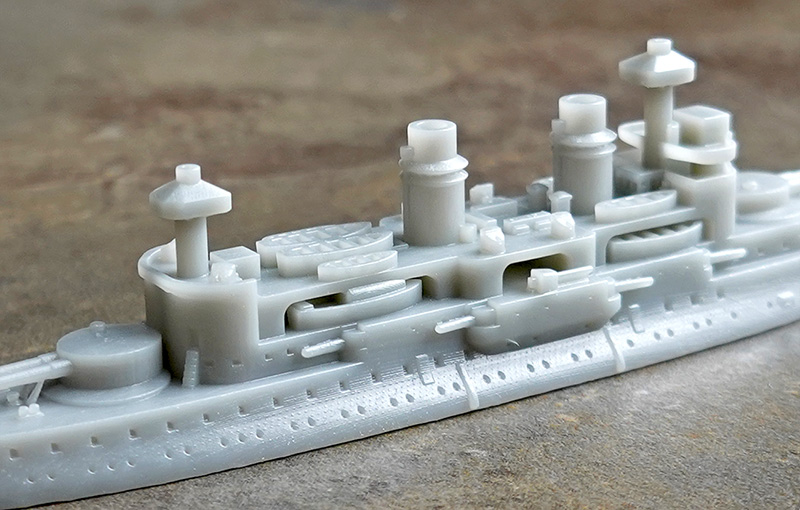
| The models above were
printed on a Phrozen Sonic 4k home printer using the Phrozen Aqua Grey 4k
resin. The foreground model is 1/2400 scale, the background model is 1/1800
scale, both were made from the larger 1/1250 scale digital file with free standing
gun barrels (the default 1/1800 file has fully supported barrels). |
|
| |
Supports
It is important that
overhanging features like gun barrels and cranes be supported correctly during
build. In the case of the 1/1800 scale WTJ file, the gun barrels will already
be fully supported by a solid boss. For the larger 1/1250 scale WTJ files, if
your printer software does not install supports under the barrels, they may
come out drooping or otherwise malformed. Be sure to review feature supports
before hitting the print button.
Removal - Removing supports must be
done at the right time. If the model is too soft before curing, removing major
supports may be easier, but removing the finer supports that are connected to
fine or delicate features may need to wait until after curing, when the
material can better handle the stress. The material requirements should be your
best guide for this. Check with the manufacturer or with online forums for
guidance on dealing with the material in question. |
| |
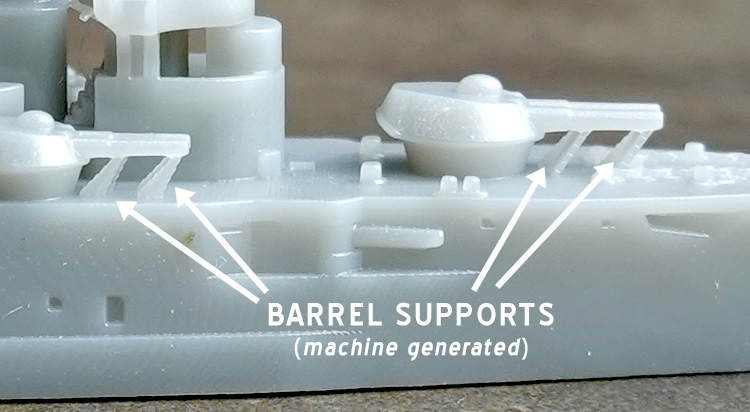 |
| This illustrates the gun
barrel supports typically installed by 3D Systems printer software (as opposed
to the solid supports included in the default 1/1800 file we sell). The
software-automated support installation is not always perfect, so it is best to
review it to make sure there is enough support and that the supports are in
sensible locations. |
|
| |
|
